ちゃんと回転する。 #Adventurer3 pic.twitter.com/wYVxNijGcx
— TOKYO FLIP-FLOP@趣味TECHオンライン (@tokyo_ff) 2018年8月22日
gearbearing(ギヤーベアリング)が、3Dプリンターのベンチマーク(性能試験用標準的試作品)になっているようなので、ダウンロードして作ってみた。
この際に、回転部材同士が癒着するので、離す方法がないかと、wall ticknessを調整してみた。
wall ticknessは、部品の肉厚といった感じだろうか。
変更してみたが、出力にたいした変化はなかった。
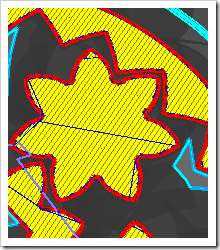
ただしスライスデータを見ると、innerwallの色が変化していることがわかる。
この記事の内容
スライスデータ

設定 0.5mmに設定時

wall tickness 1.2mmに設定時

wall tickness 4.0mmに設定時
設定限界

0.2mmではアンバ-色になって設定不可

最低は0.4mm


最高は4.0mm 4.1では設定不可
設定限界は、作るサイズによって変化すると思われる。
印刷結果

数ミリプリントしたところで、癒着がある。
これでは回らないと思い中断。 なにしろ完成までに、7時間32分もかかるのだから。

WallThicknessを1.0と1.4でプリント。 ギヤ間の間隙に差異はない。
内側の壁の調整なので当然の結果だとわかる。

成功。 六角軸穴にビットを差し込んだところ。
最初が少し引っかかっていただけで、簡単に回った。

癒着をさせないように、flow(供給量)を80%に設定。

7時間以上かかって印刷された。
気になった癒着は開始部だけだったかもしれない。
仕上がりは、少しがたつきがある。 振るとチャカチャカ音がする程度。
ギヤ駒は、中央付近でねじれているので、抜けることはない。
flow 100%でも問題なかったかもしれない。

印刷50%付近で、電源断(コンセントタイマー切れ)があって、中断再開した。
しかし、明確な中断跡はわからない。
gearbearing参照サイト:低価格3DプリンターADVENTURER3のすすめ